MID 2025 UPDATE
PICO Faster
In February the RP2040 and the PICO were certified to run at 200 MHz. I had been procrastinating on using the newer tool-chain for the PICO, and decided to do it an take advantage. When running at higher speeds, some things ran smoother, so I suspect that some of the real-time stepper related items had been near the limit (at 120 MHz).
Life got on the way and unfortunately did not progress as much as I would have hoped… but some small changes made real improvements.
New Rollers
In testing at higher speed, I noticed that occasionally the film edge would appear to bind to the roller edge, particularly in the larger diameter (~28mm) rollers that I had printed. The issue appeared to be a combination of the angle into the film groove, and possibly the increased angle creating support/drooping issues on the print (I do not have the best 3D printer). Additionally, I noticed that the film dynamic was different, compared to the transport with all-smaller-diameter rollers. The amount of larger diameter rollers, and the increased weight had a noticeable effect. To narrow the gap between the capstan and the roller, I also wish to make the larger diameter (32 mm), leaving a very narrow gap, and potentially more weight. The reason for the larger rollers is to reduce sharp curves to protect the film from breaking.
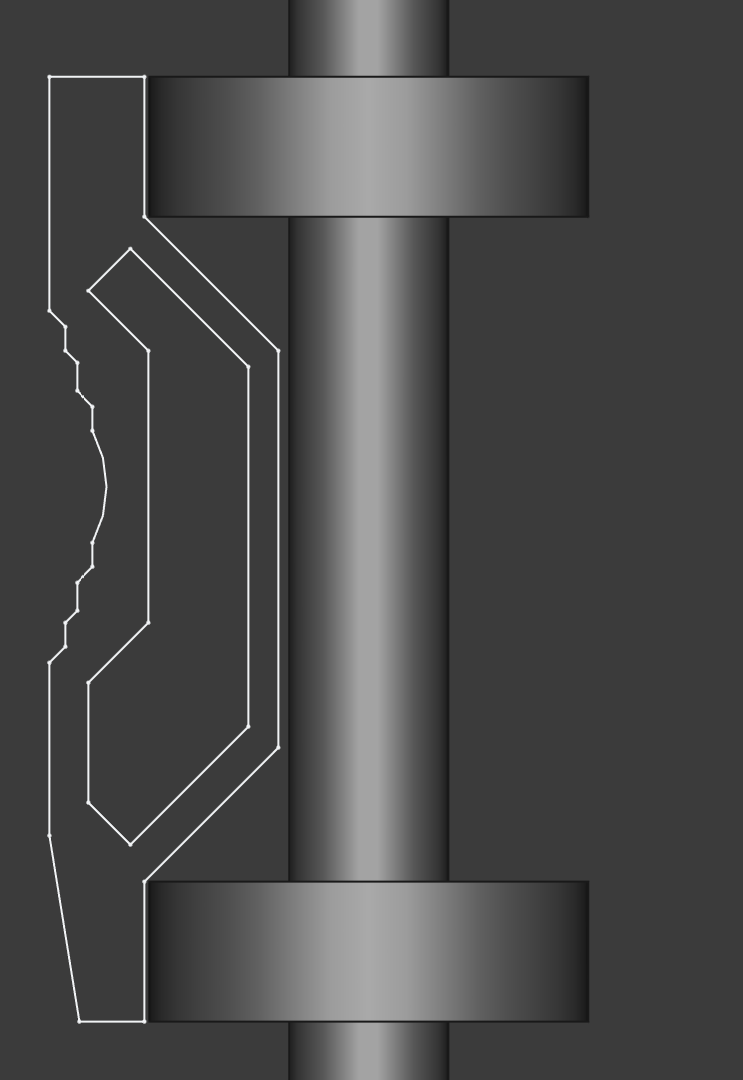
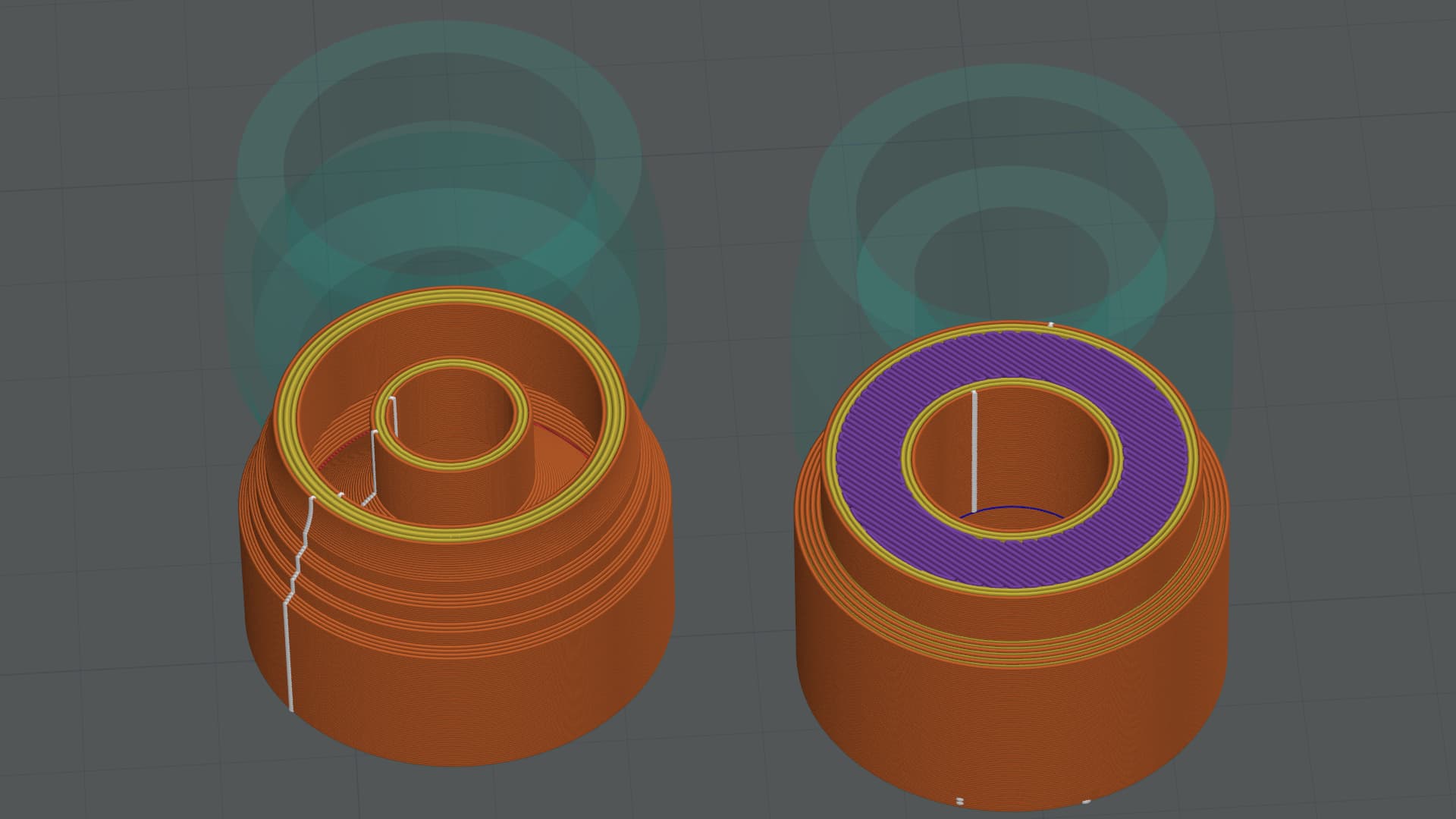
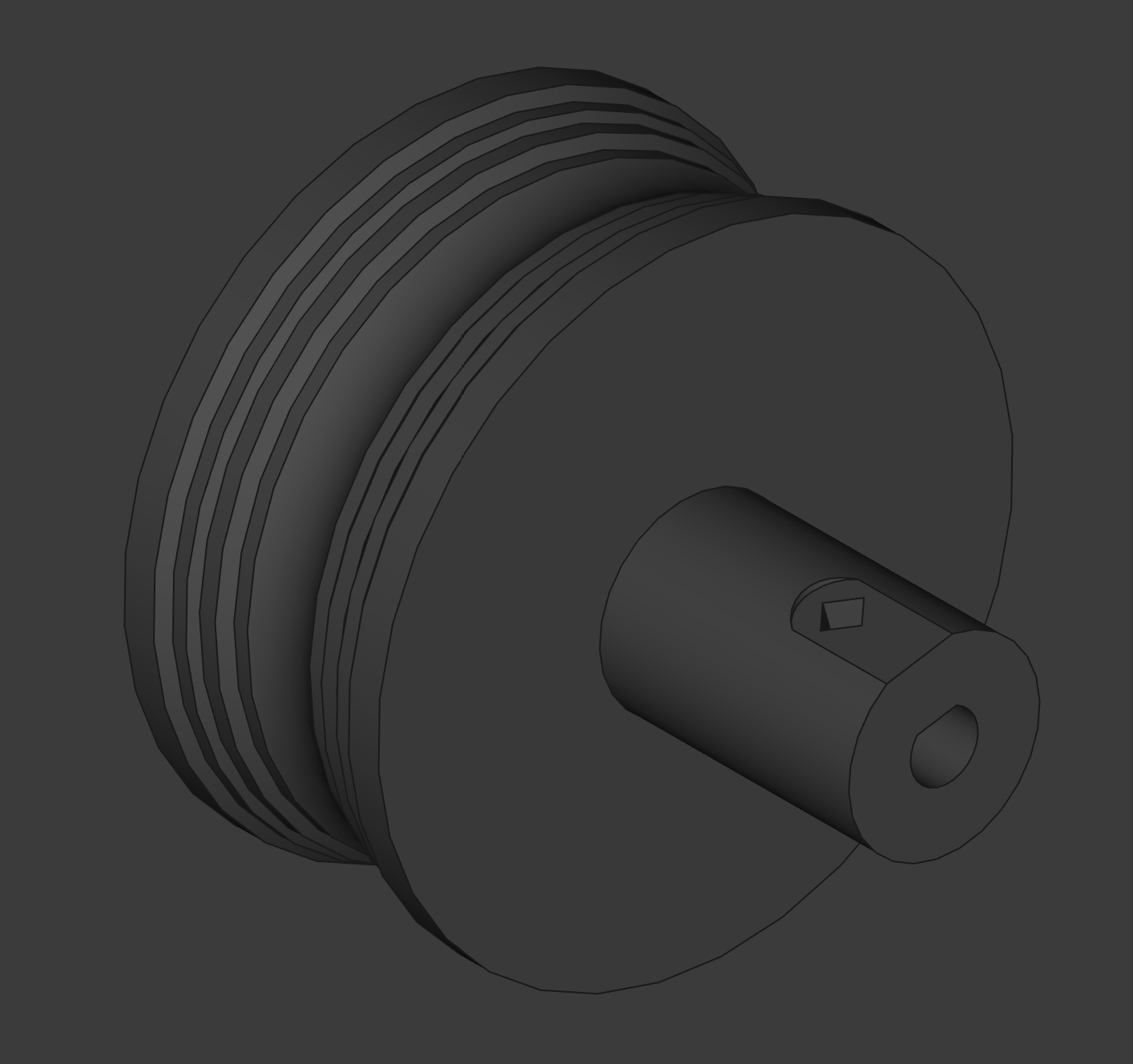
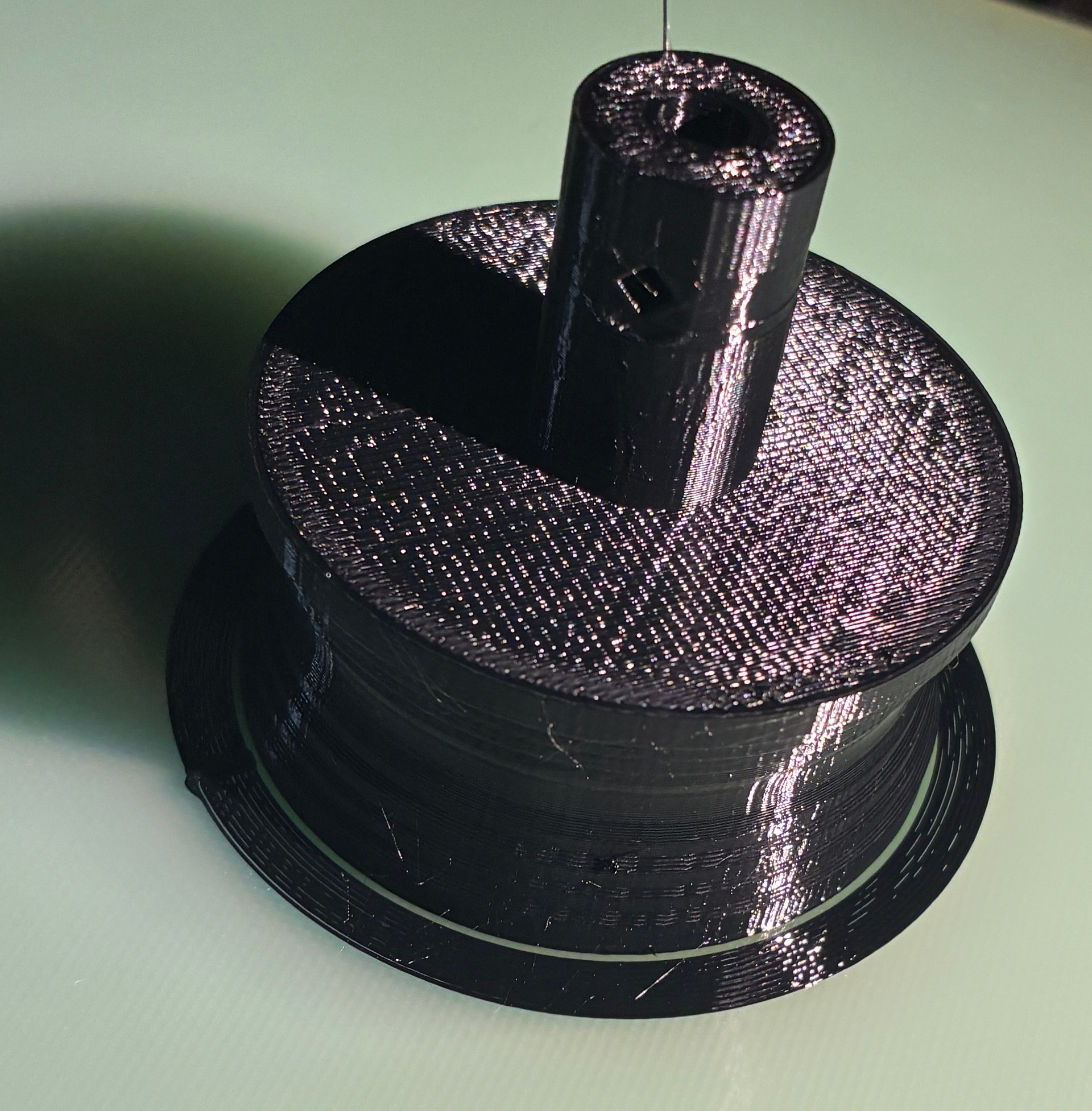
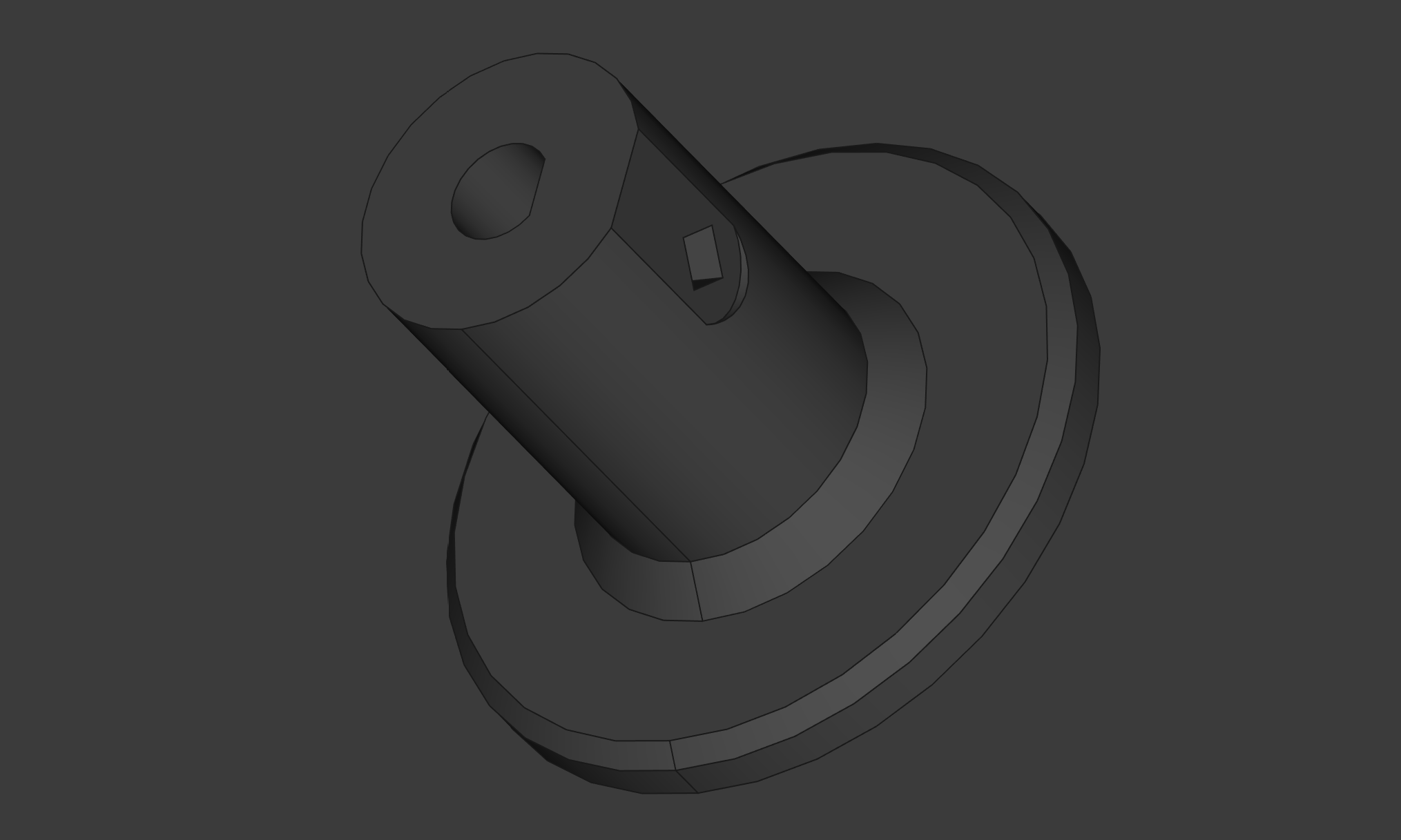
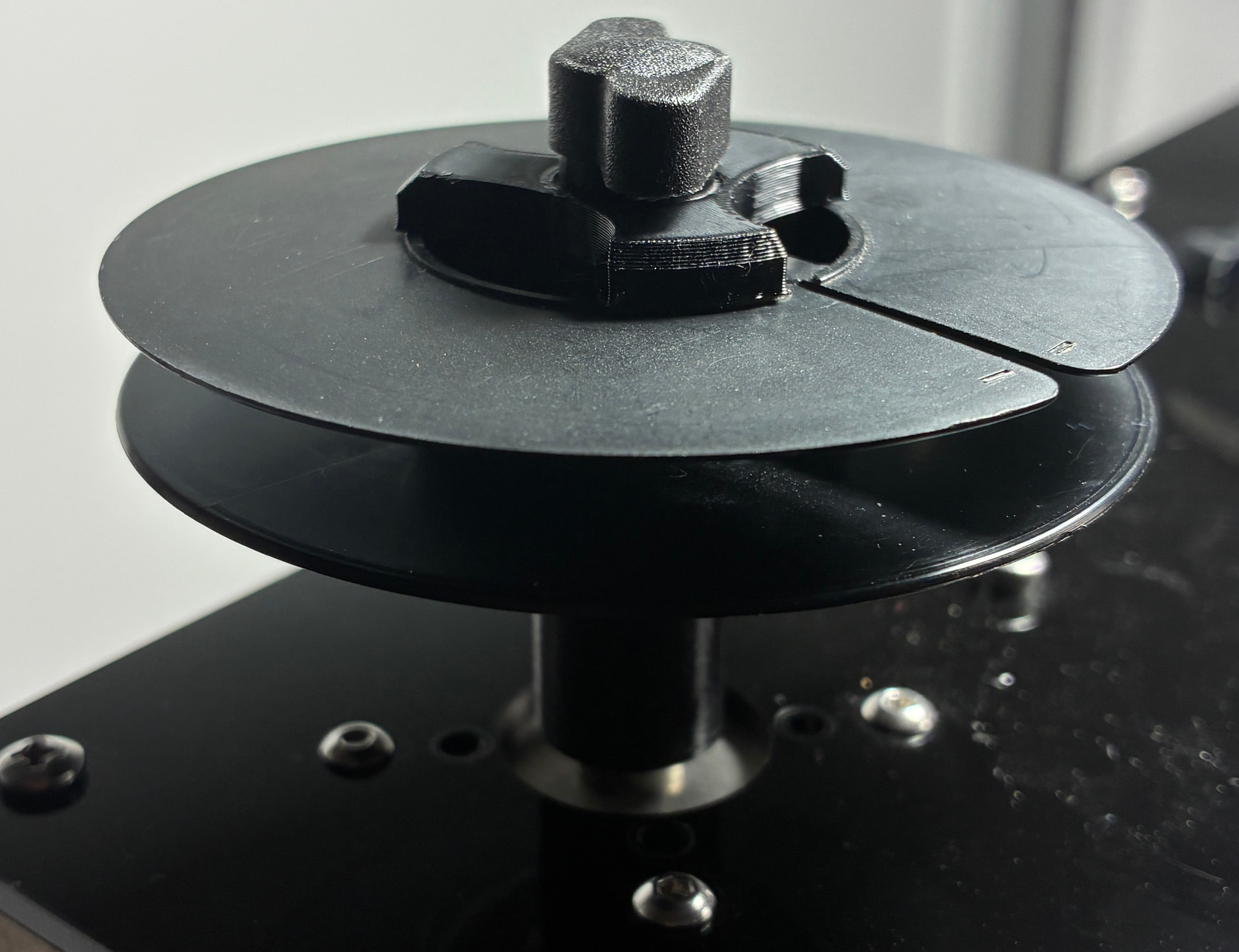
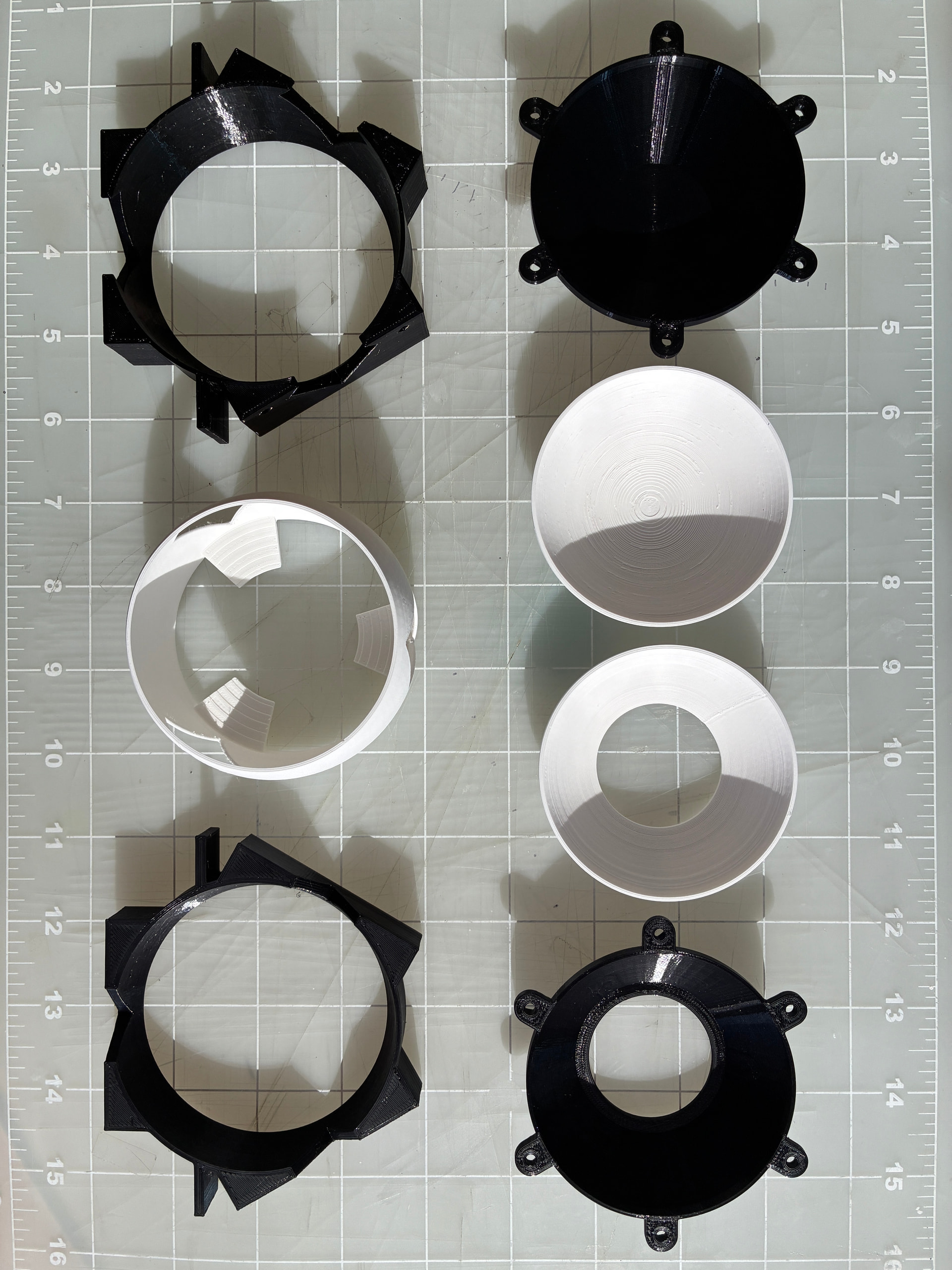
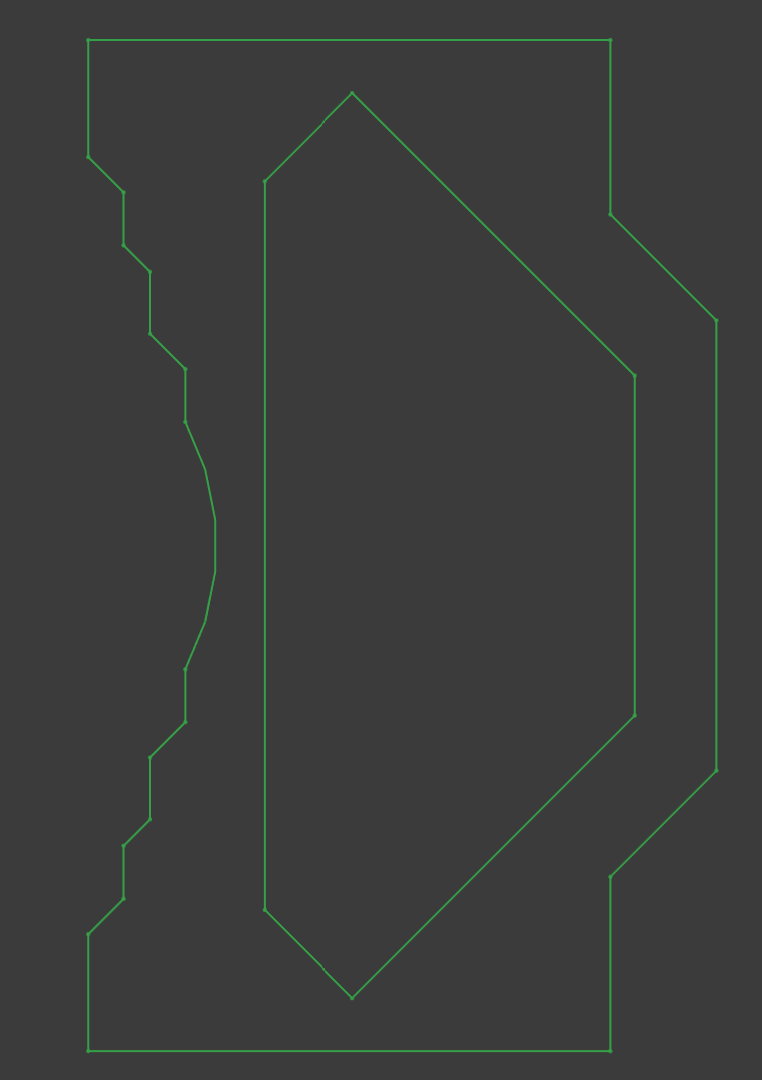
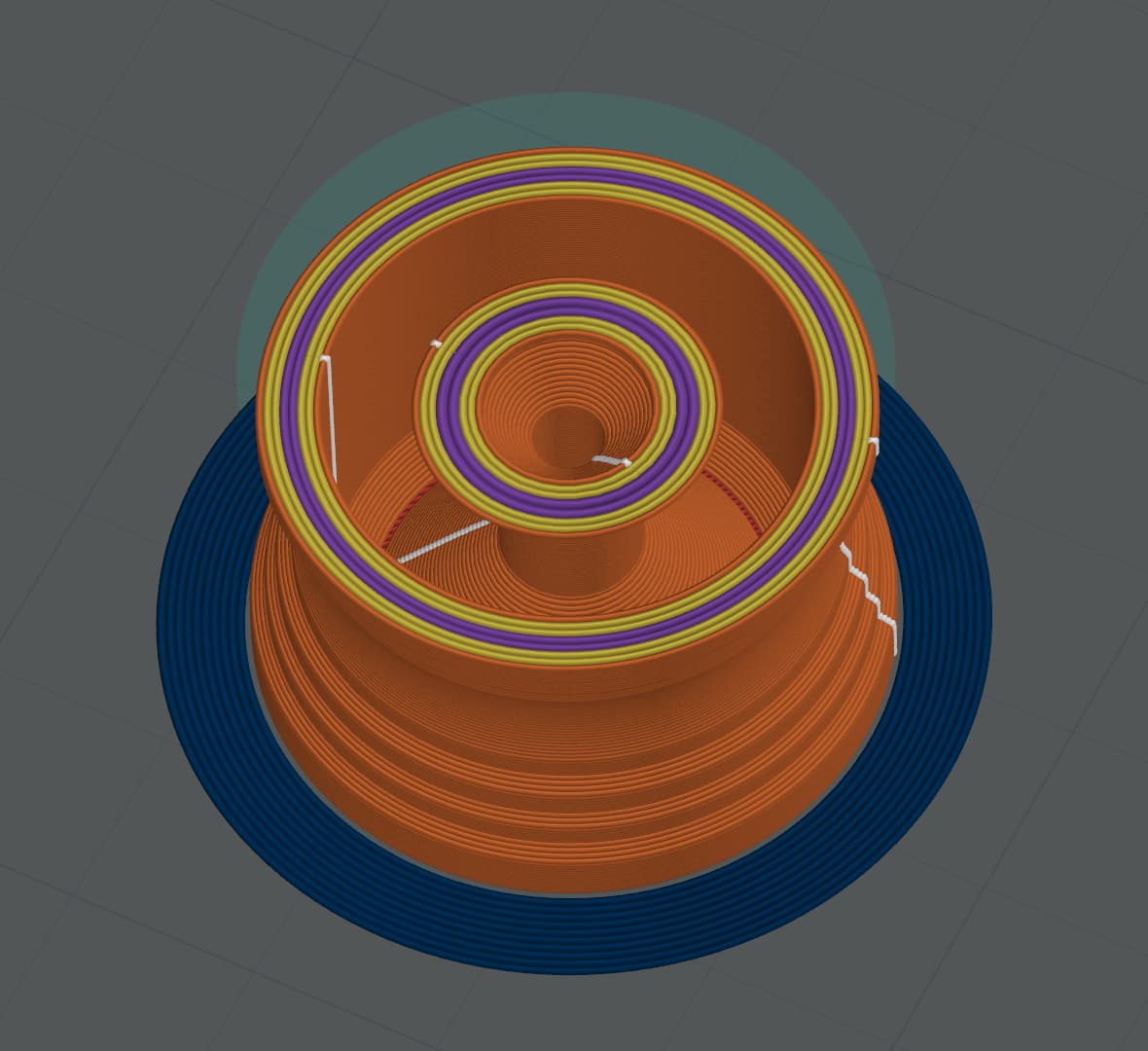
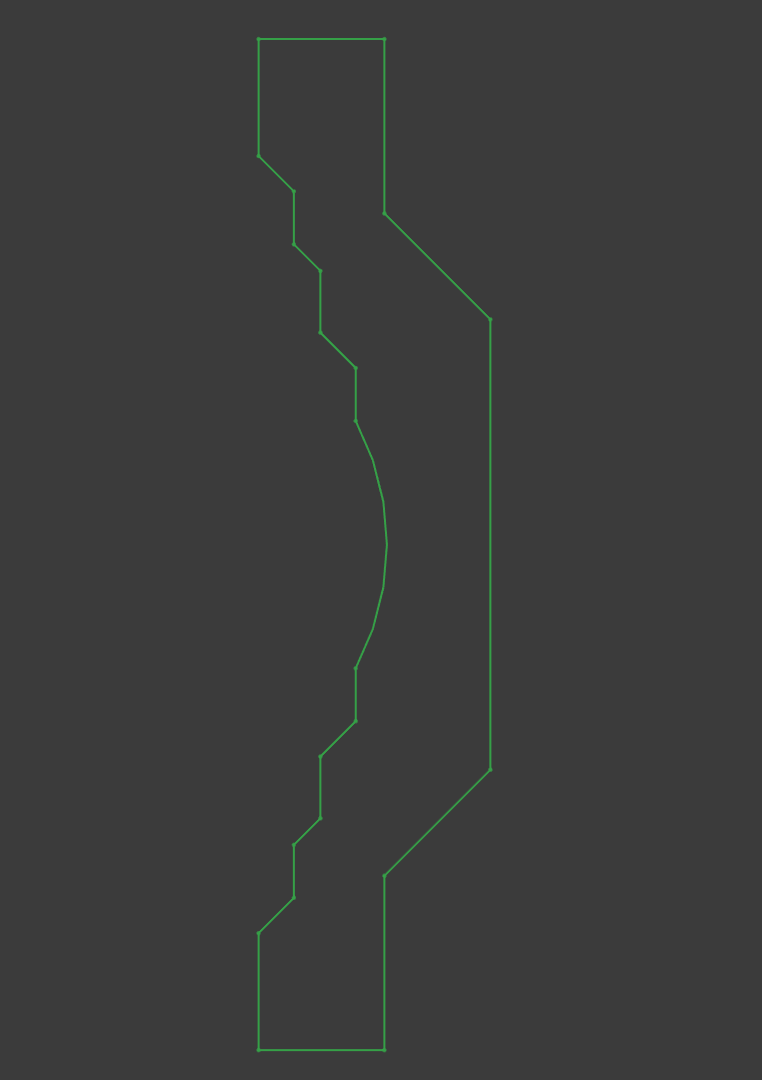
To address the above, it was time to redesign the rollers. This time the angles were constraint to 45 degrees on the film edges, and the inside of the large roller was hollowed. The V shape hole inside eliminates the issues with 3D printing support.
Here is the shape used to revolve the larger diameter guides (now 32mm diameter and slightly larger than previous). The idea dramatically reduced the weight of the guide, -according to the slicer- from 23.5 grams (with a 27.7mm diameter) to less than 10 grams (with a 32mm diameter), while keeping the same outer shape.
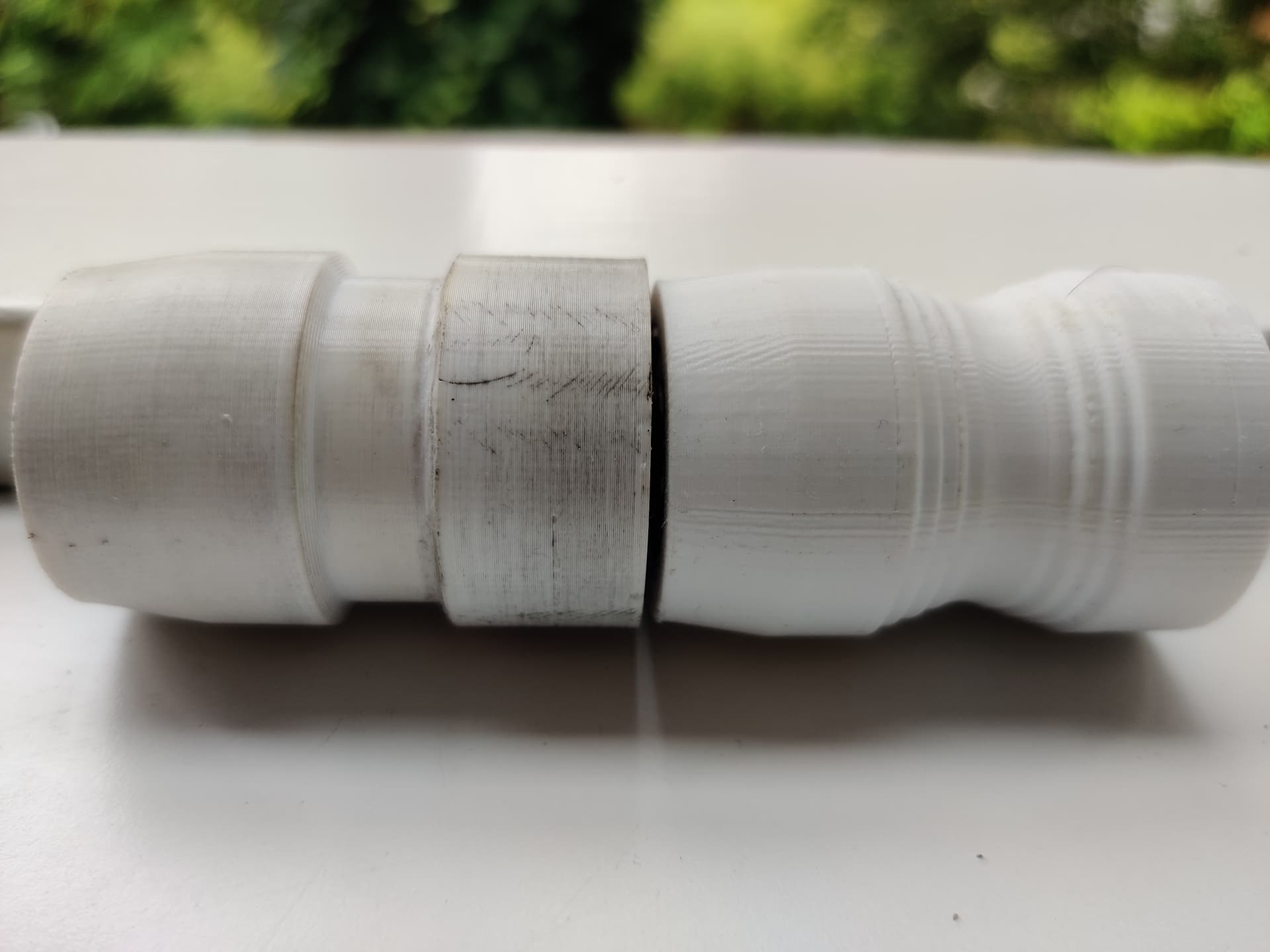
The smaller diameter guide rollers were also increased to a 14mm diameter, and reprinted to have the same material and groove shape. These were printed solid, since there is not much space to hollow them out, and these -according to the slicer- are just about 2 grams each.
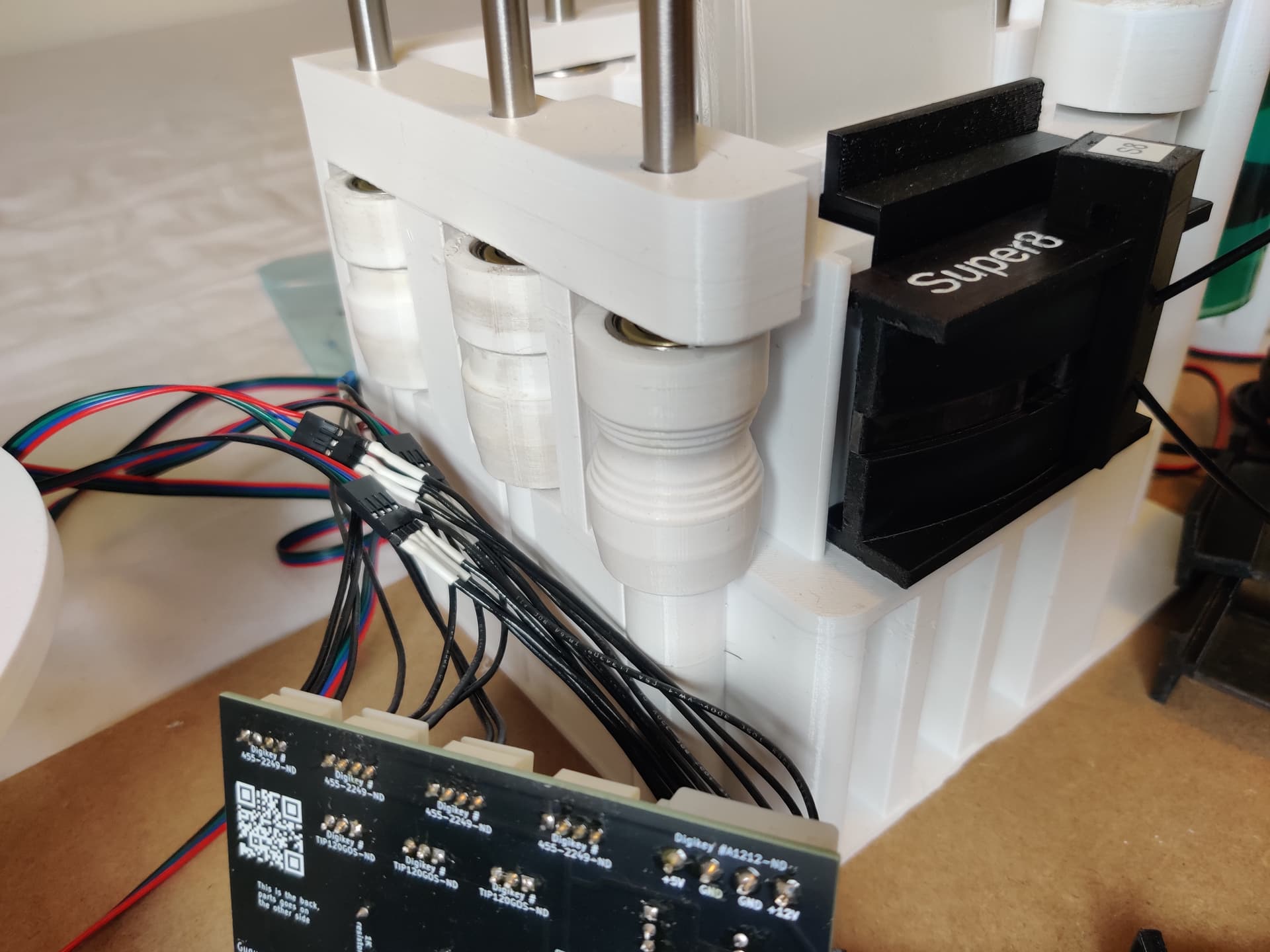
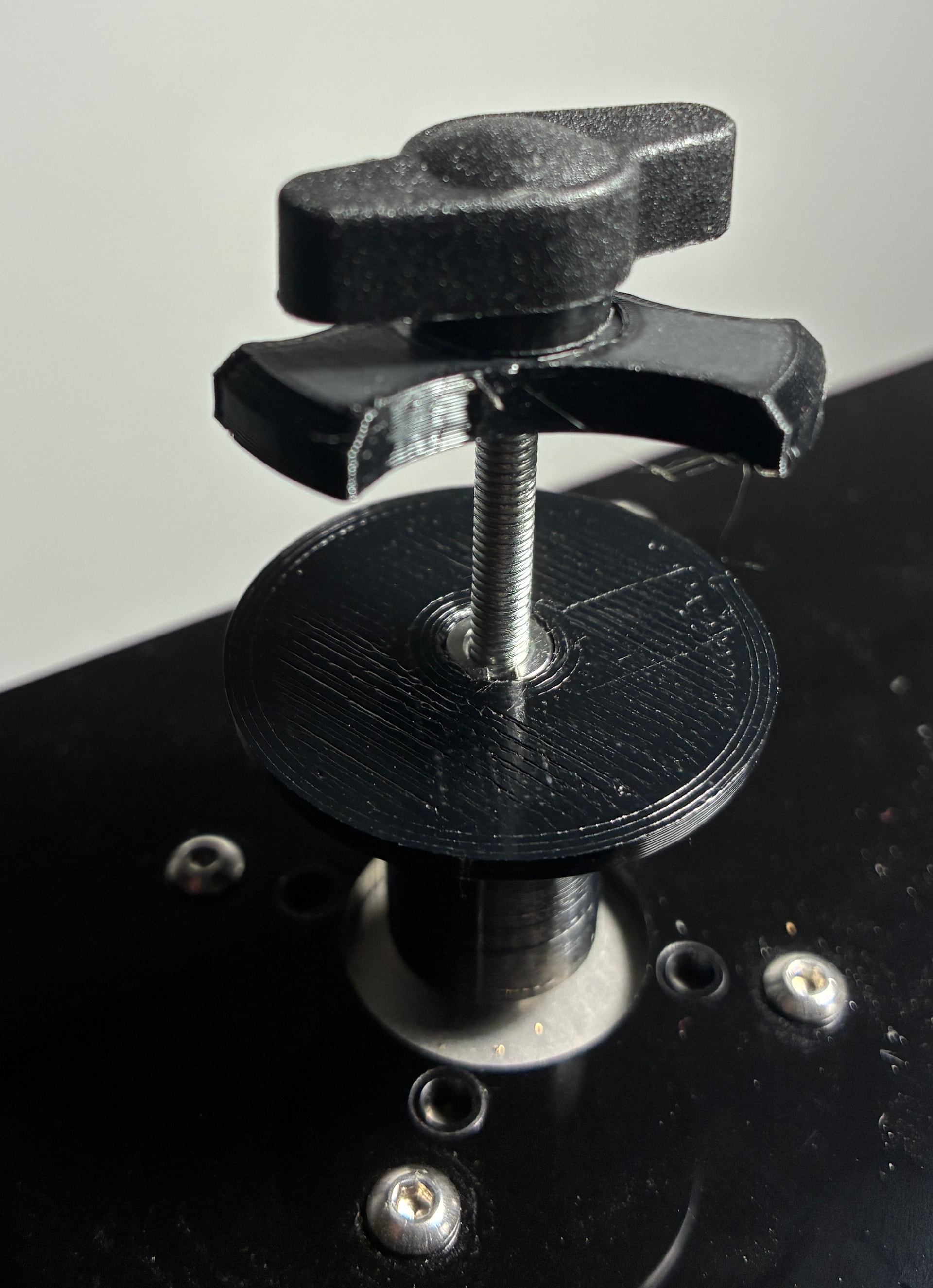
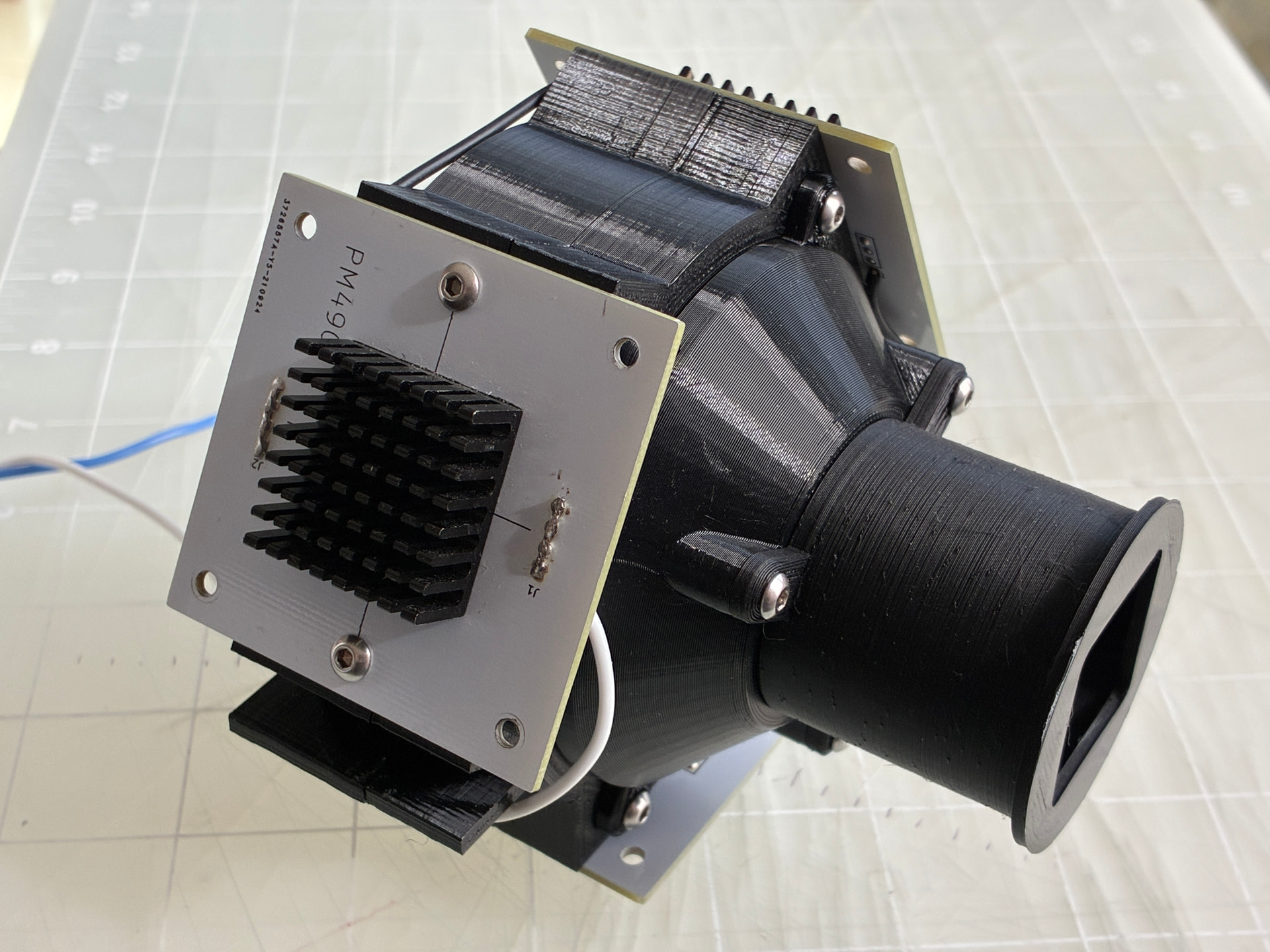
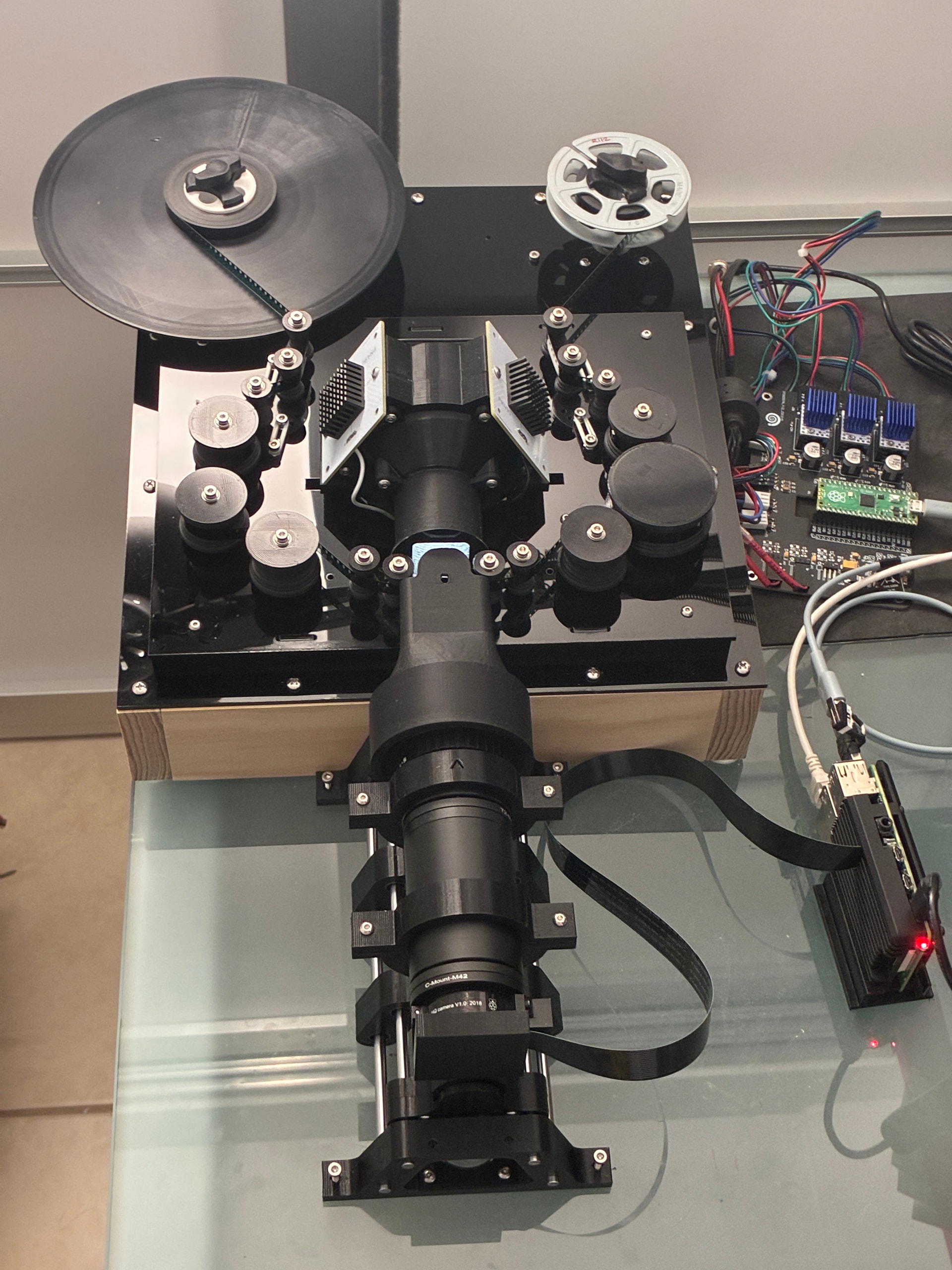
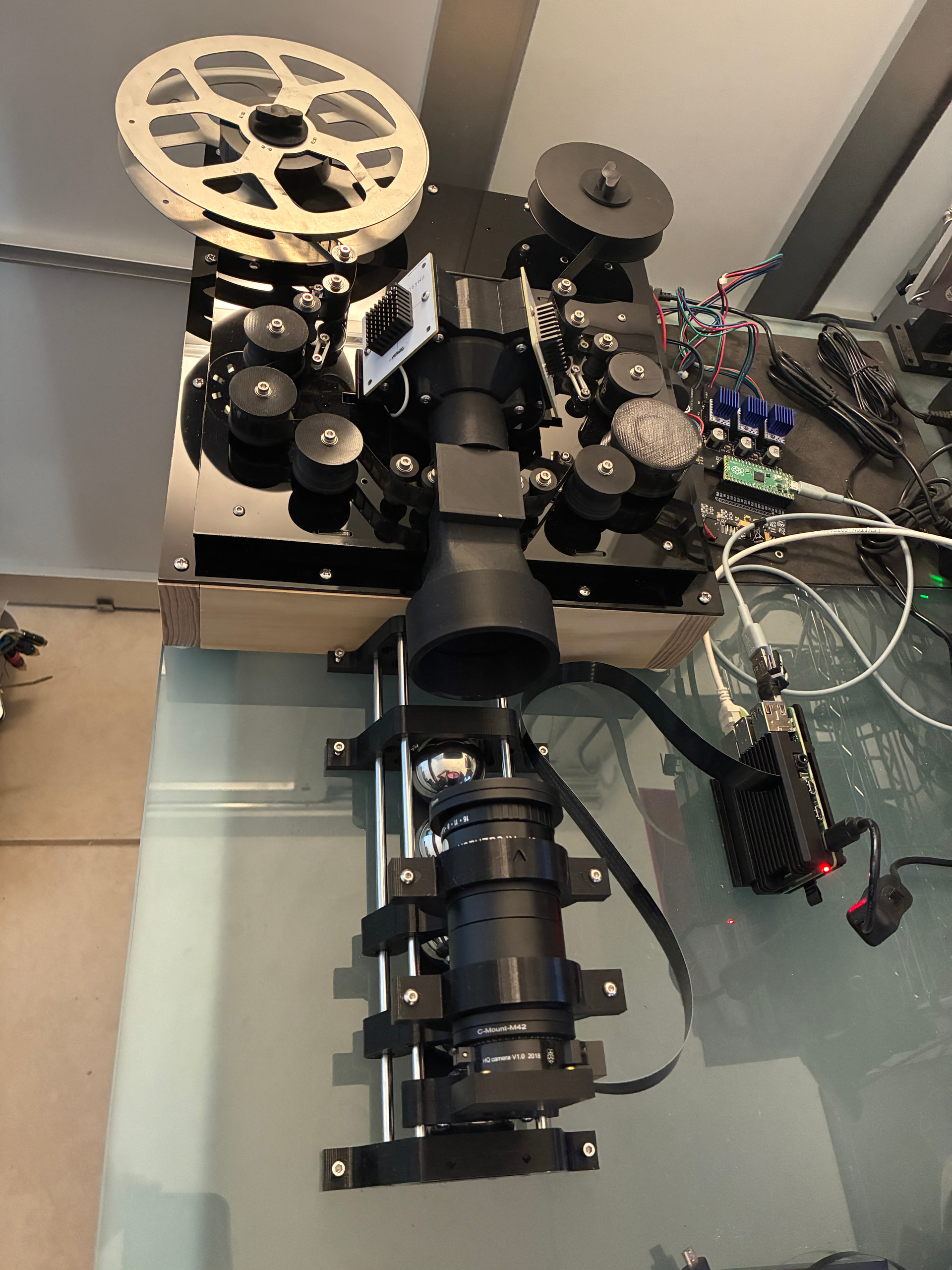
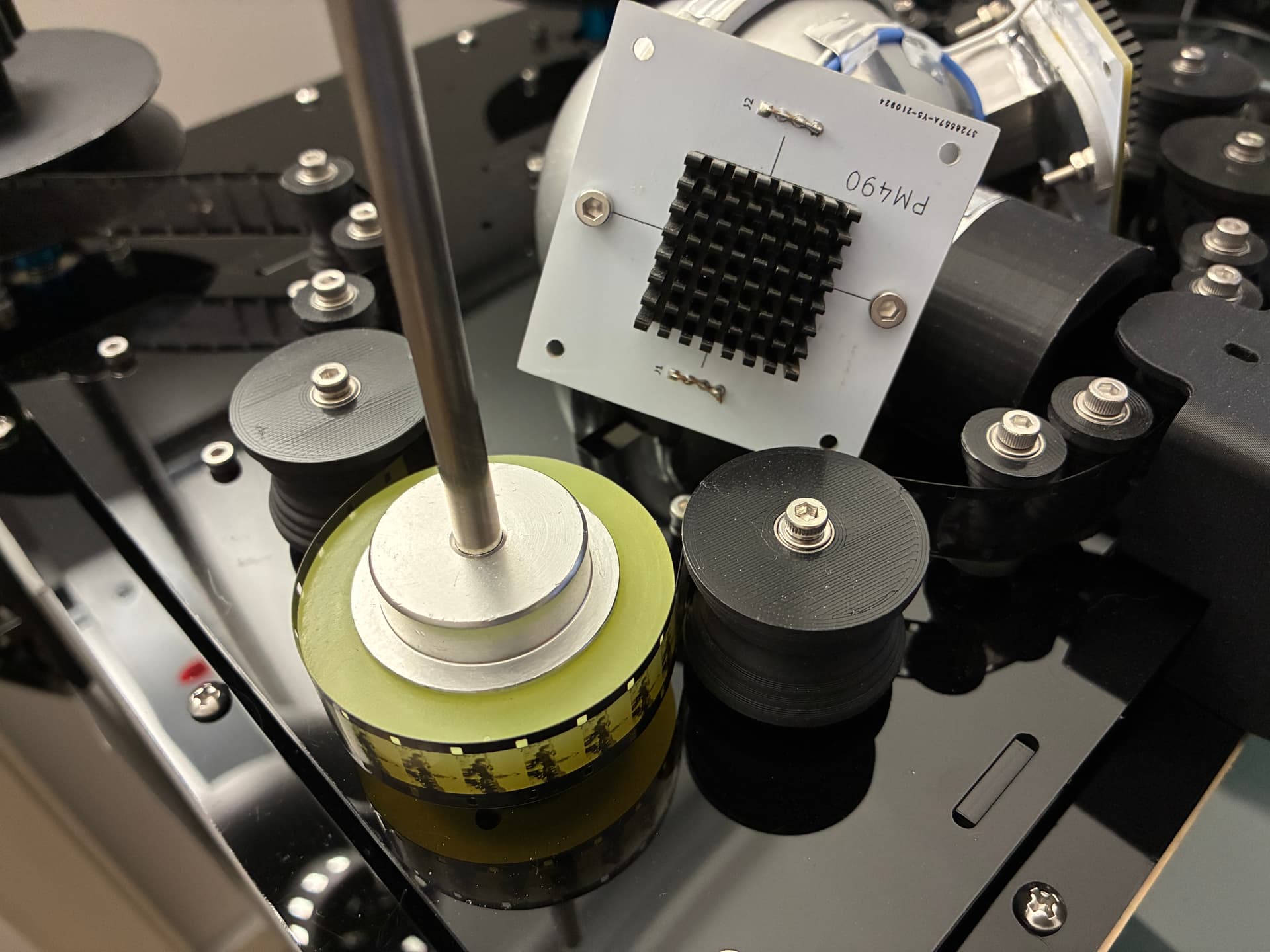
Picture of the new guide rollers (with 16mm film loaded).
New Stepper Curves
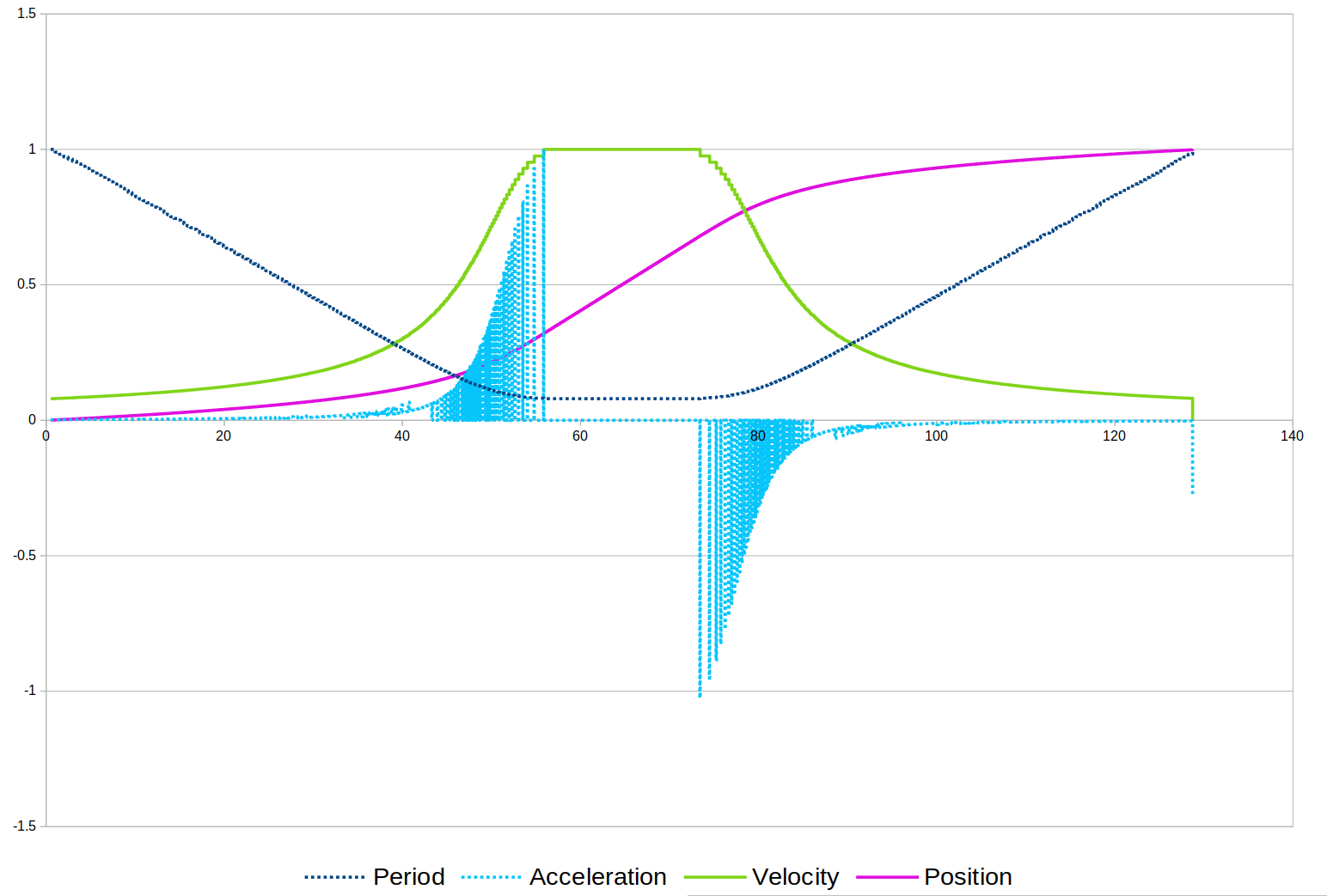
I had been using linear stepper speed control resulting in a trapezoid velocity profile for accelerating/decelerating the capstan stepper. In an effort to smooth the trapezoid, I tried using a velocity sigmoid shape, and the results were excellent, reducing the total time to move one frame by half, and slightly improving on the film movement. The sigmoid table is calculated for the number of steps required for 8mm. For 16mm the top is extended, using a single table for both.
F-Code (Film Code)
Finished coding the necessary commands for a minimum viable product in the PICO firmware. Still have a bit of cleanup to do on the code… but that is an endless task.
Next steps
It has been a long time to get the transport to this stage, but I am certainly pleased with the results. That is not to say that is perfect, far from it, but the cost/benefit is worth it.
From here…
- RPi frame detection improvements.
- A bit more PICO code cleaning and testing.
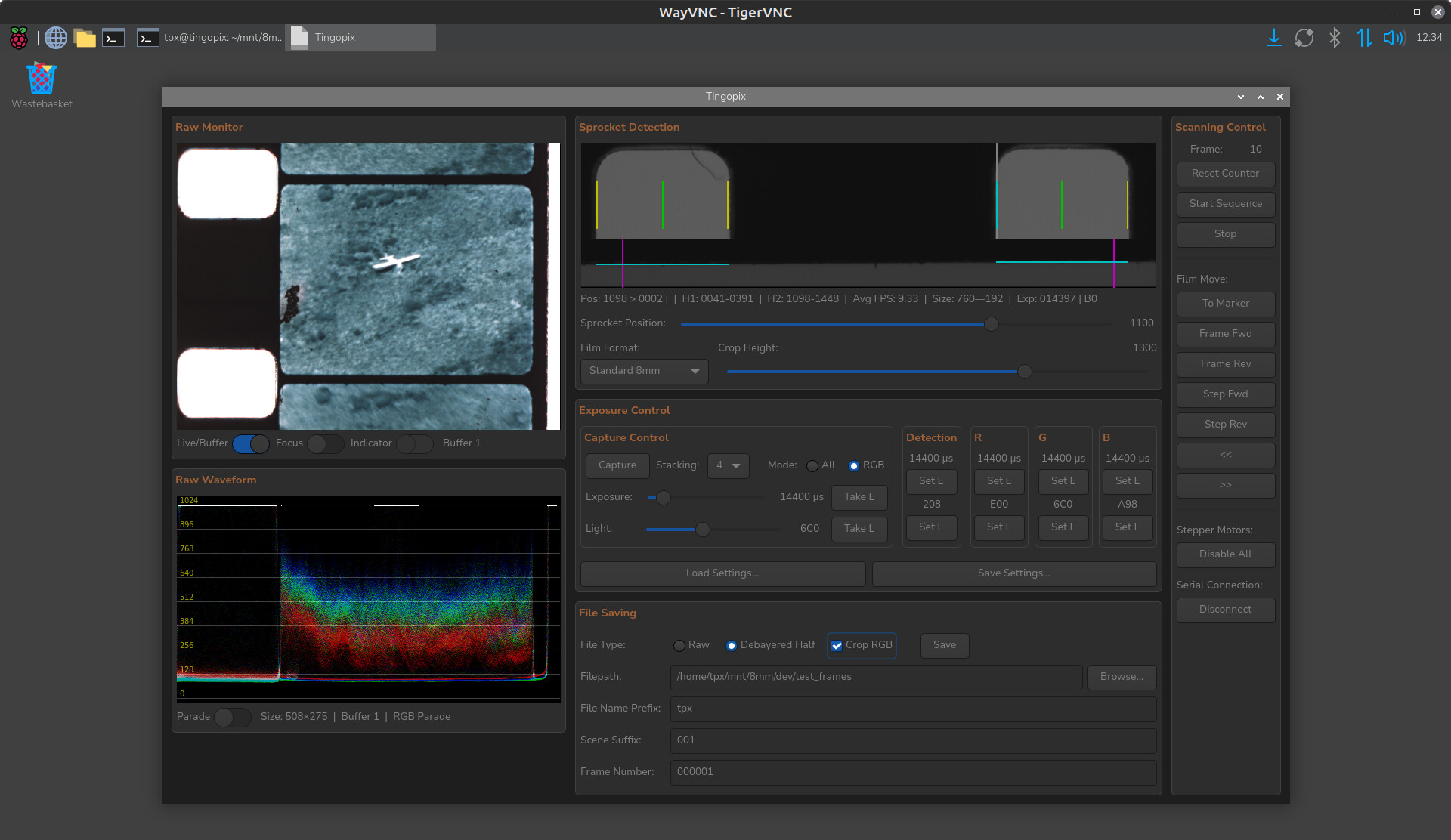
- RPi user interface.
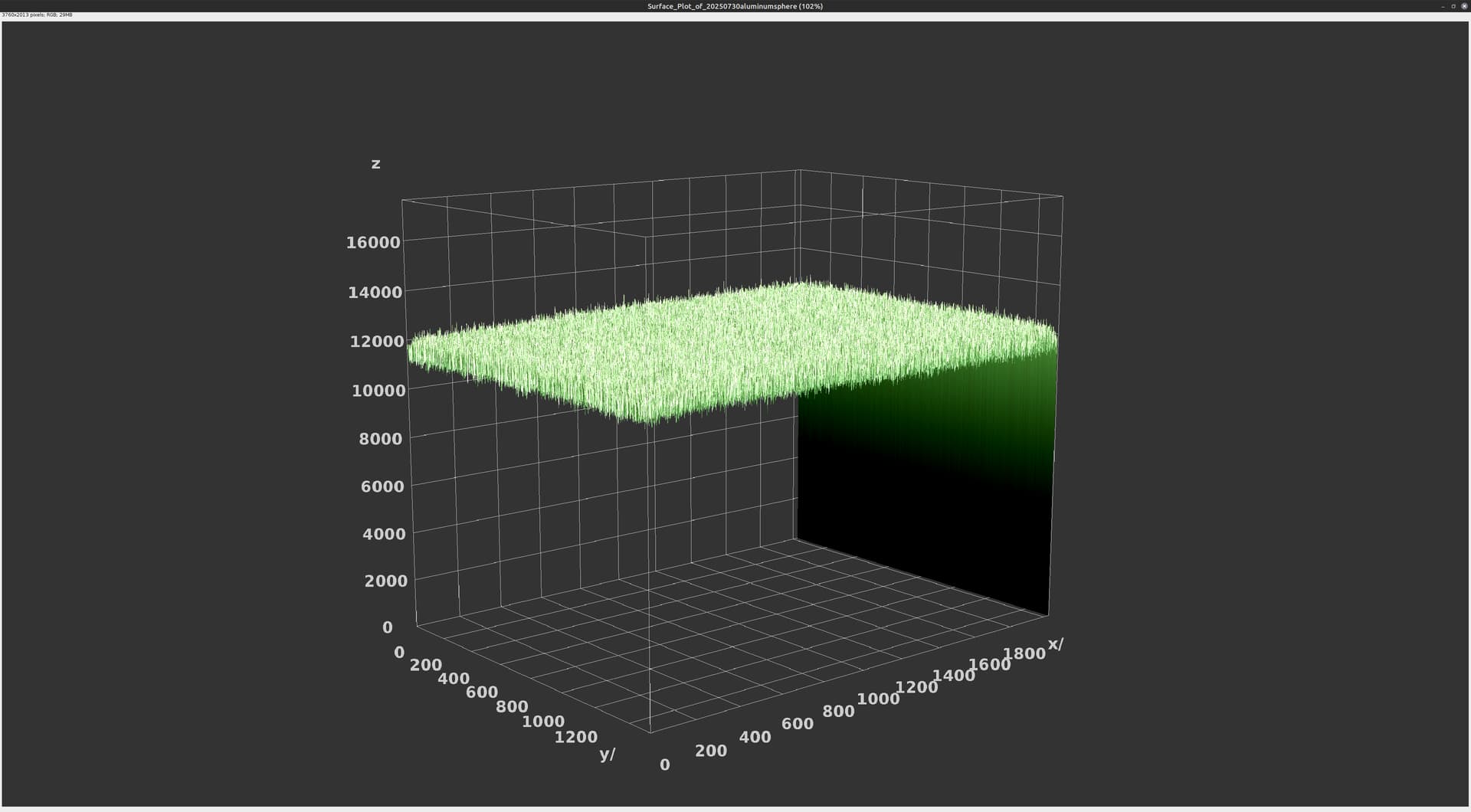
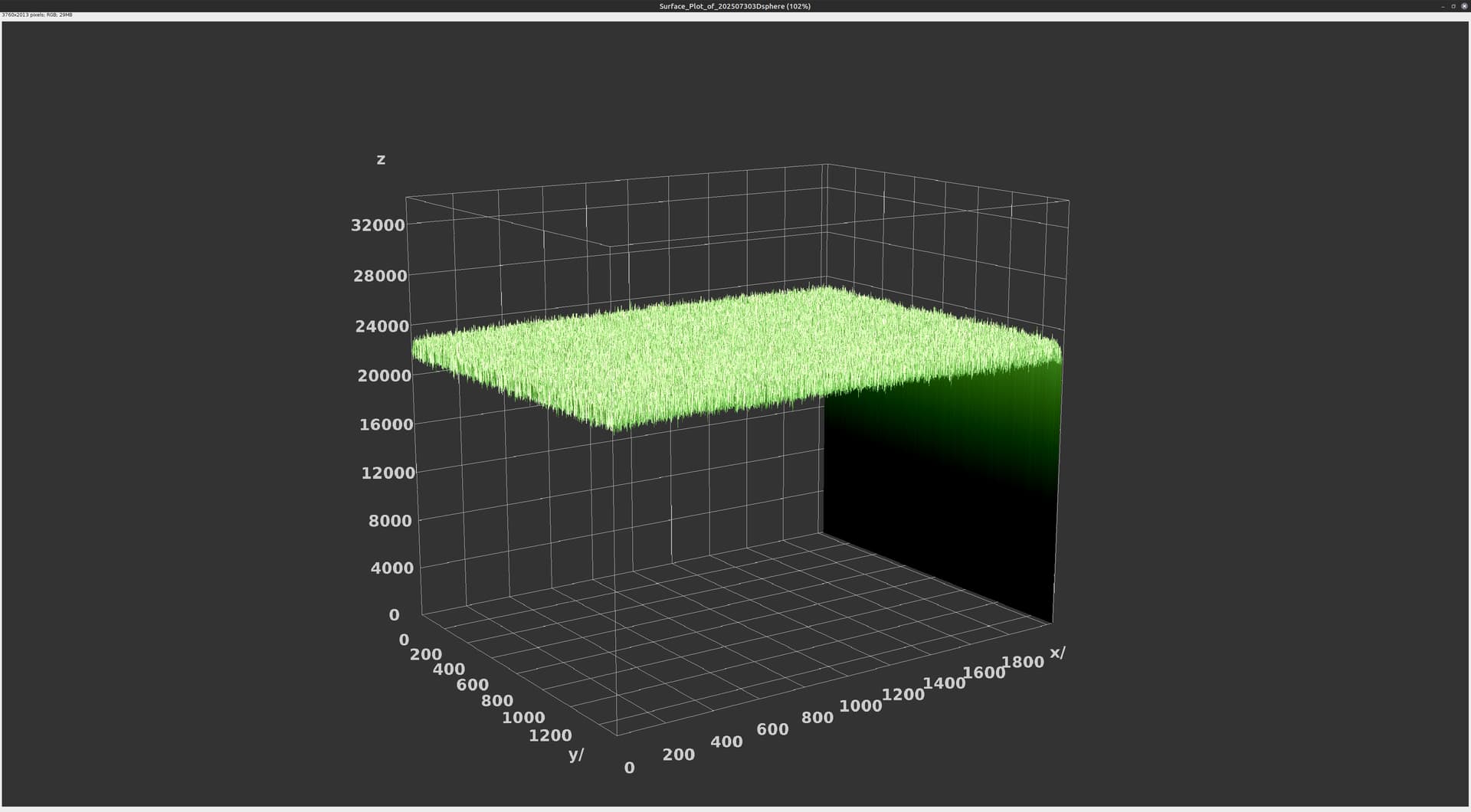
- Testing special use captures (stacking and separating channel exposures).
Tingopix
I will also begin to open-source-share parts of the scanner -time willing- and will do so in no particular order. It will be shared with the name Tingopix. Meaning: Tingo latin verb: to color, dye, tinge, or stain… pixels.
If anyone is interested in any section, please let me know and I will make an effort to prioritize it.